Η ονομαστική πίεση ενός υδραυλικού κυλίνδρου δεν ρυθμίζεται αυθαίρετα. Υπολογίζεται αναλυτικά με βάση την αντοχή διαρροής του υλικού κυλινδρικού κυλίνδρου, τη δομή πάχους τοιχώματος και το όριο ρουλεμάν των σφραγίδων. Η ονομαστική πίεση των τυπικών γενικών μοντέλων παίρνει 16MPa ως βασική τιμή σχεδιασμού.
Αυτή η παράμετρος ταιριάζει με το όριο ασφαλούς ρουλεμάν των συνηθισμένων κυλινδρικών κυλίνδρων από ανθρακούχο χάλυβα, των τυπικών σφραγίδων πολυουρεθάνης και των συμβατικών δομών οδηγών και επίσης χρησιμεύει ως το πιο κοινό πρότυπο επιλογής για μηχανήματα κατασκευής και υδραυλικά συστήματα ρυμουλκούμενων. Στην πραγματική λειτουργία, η στιγμιαία πίεση κρούσης επιτρέπεται να υπερβαίνει για λίγο την ονομαστική πίεση, ενώ η μακροχρόνια συνεχής πίεση λειτουργίας δεν πρέπει να υπερβαίνει το 85% της ονομαστικής τιμής. Αυτή είναι η βασική αρχή σχεδιασμού για την αποφυγή εσωτερικής διαρροής, επιταχυνόμενης γήρανσης στεγανοποίησης και παραμόρφωσης κυλίνδρου.
Υπό μακροπρόθεσμες συνθήκες υπερεκτιμημένης πίεσης, το εσωτερικό τοίχωμα της κάννης του κυλίνδρου θα προκαλέσει ελαφρά ελαστική παραμόρφωση και το αντίστοιχο κενό μεταξύ του οδηγού χιτωνίου και της ράβδου του εμβόλου θα μετατοπιστεί, καταστρέφοντας την αρχική ακριβή ανοχή των 0,02–0,03 mm.
Με το διάκενο διευρυμένο, η πλευρική ροή του υδραυλικού λαδιού εντείνεται και ο δακτύλιος του εμβόλου ασκεί ανομοιόμορφη δύναμη, οδηγώντας σε σταδιακή μερική φθορά. Στο μεταγενέστερο στάδιο, θα προκύψουν κοινά σφάλματα όπως εσωτερική διαρροή, ανεπαρκής δύναμη ανύψωσης και ταχεία καθίζηση φορτίου, τα οποία είναι επίσης κύριες αιτίες συχνών υδραυλικών αστοχιών στον επιτόπιο εξοπλισμό.
Η θερμοκρασία περιβάλλοντος 20℃–30℃ είναι το βέλτιστο εύρος αντιστοίχισης για το σχεδιασμό του υλικού στεγανοποίησης. Οι σφραγίδες από καουτσούκ πολυουρεθάνης και νιτριλίου διατηρούν τυπικές τιμές σκληρότητας, ελαστικής συμπίεσης και αντίστασης λαδιού.
Κάτω από αυτήν την κατάσταση, το χείλος στεγανοποίησης εφαρμόζει ομοιόμορφα με το τοίχωμα του κυλίνδρου και διατηρεί σταθερή προφόρτιση, διατηρώντας σταθερή απόδοση στεγανοποίησης λαδιού για μεγάλο χρονικό διάστημα χωρίς αφύσικη φθορά και παραμόρφωση.
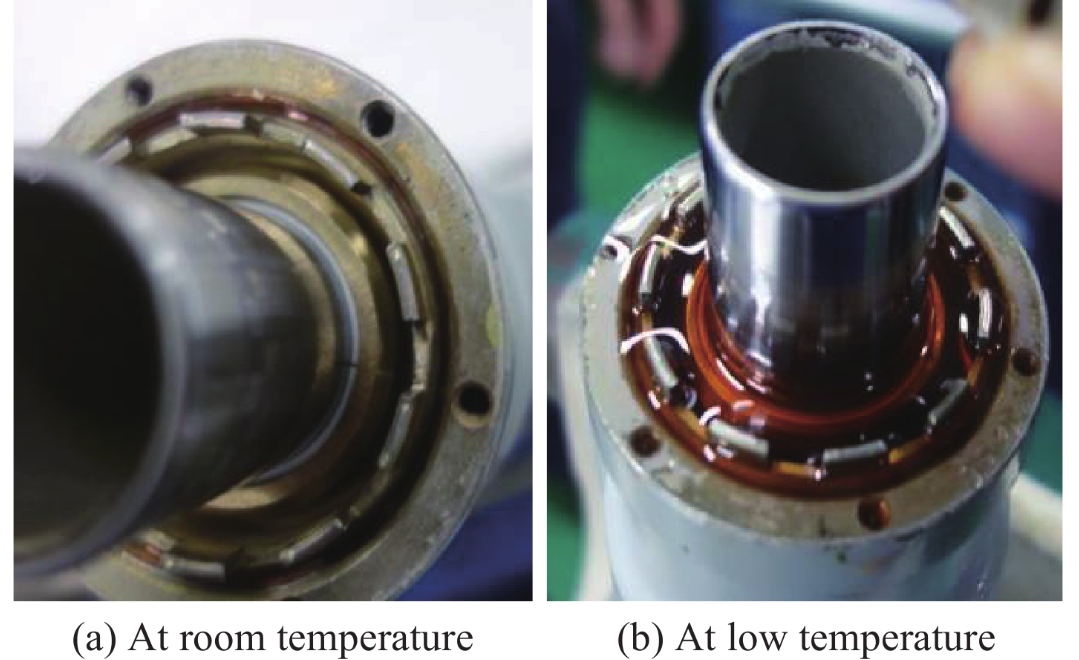
Όταν η θερμοκρασία πέσει κάτω από τους -15℃, η μοριακή δραστηριότητα των υλικών σφράγισης μειώνεται με υψηλότερη σκληρότητα και χαμηλότερη σκληρότητα. Η ελαστικότητα προσαρμογής του χείλους στεγανοποίησης γίνεται φτωχή και δεν μπορεί να αντισταθμίσει τα μικροσκοπικά κενά προσαρμοστικά, κάτι που είναι η κύρια αιτία διαρροής σε χαμηλή θερμοκρασία.
Η μακροχρόνια λειτουργία πάνω από 40℃ θα επιταχύνει την οξείδωση του υδραυλικού λαδιού και θα παράγει κολλοειδείς ακαθαρσίες. Εν τω μεταξύ, οι σφραγίδες γερνούν και σκληραίνουν πιο γρήγορα με μειωμένη ελαστικότητα, προκαλώντας σταδιακή συνεχή ελαφρά διαρροή και επηρεάζοντας τη συνολική λειτουργική σταθερότητα.
Η ηλεκτρολυτική επίστρωση σκληρού χρωμίου σε ράβδους εμβόλου είναι μια τυπική διαδικασία προστασίας της βιομηχανίας. Για επίσημα προϊόντα μαζικής παραγωγής, το πάχος επιμετάλλωσης ελέγχεται αυστηρά μεταξύ 0,08 mm–0,12 mm.
Η πολύ λεπτή επιμετάλλωση δεν παρέχει επαρκή αντίσταση στην τριβή και τη διάβρωση της άμμου, με αποτέλεσμα γρατσουνιές και σκουριές σε σύντομο χρονικό διάστημα σε εξωτερικές συνθήκες εργασίας. Η υπερβολικά παχιά επιμετάλλωση θα αυξήσει την εσωτερική επιφανειακή πίεση και θα προκαλέσει ξεφλούδισμα, βλάπτοντας την ομαλότητα της επιφάνειας και επιταχύνοντας τη φθορά της στεγανοποίησης.

Η τραχύτητα της επιφάνειας των τελειωμένων ράβδων εμβόλου ελέγχεται σε Ra0,2–Ra0,4μm. Αυτή η ακρίβεια ανταποκρίνεται στην απαίτηση της τηλεσκοπικής κίνησης χαμηλής τριβής και αποτρέπει το ξύσιμο του χείλους στεγανοποίησης που προκαλείται από μικρο γρέζια στην επιφάνεια.
Η υπερβολικά υψηλή τραχύτητα θα φθείρει συνεχώς τη σφράγιση από μικροσκοπικές προεξοχές. ενώ η υπερβολικά λεία επιφάνεια μειώνει την ικανότητα αποθήκευσης λαδιού και καθιστά δύσκολο τον σχηματισμό σταθερού φιλμ λαδιού, αυξάνοντας τον κίνδυνο ξηρής τριβής και μειώνοντας τη διάρκεια ζωής των εξαρτημάτων στεγανοποίησης.
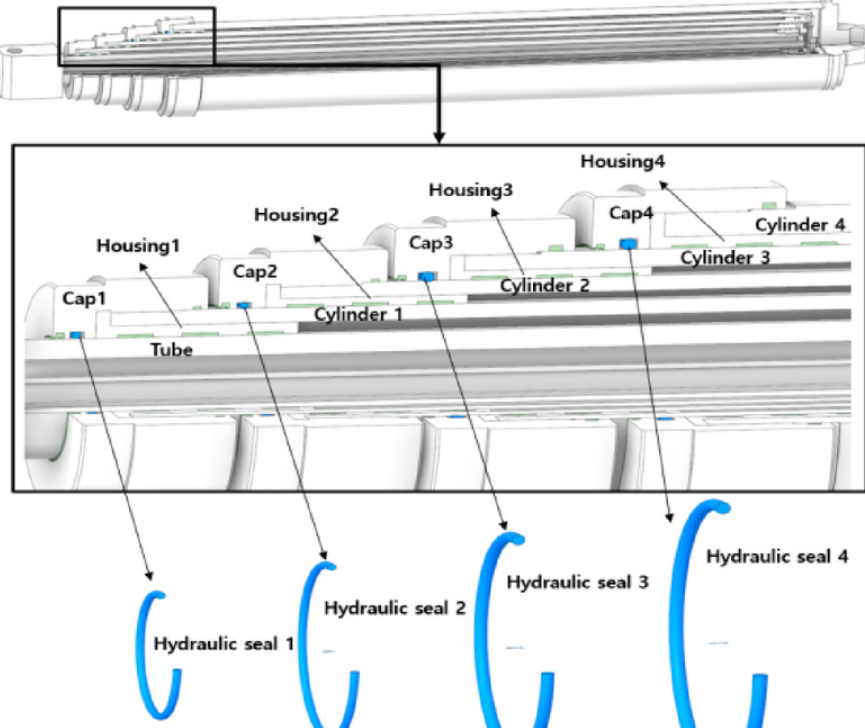
Οι υδραυλικοί κύλινδροι πολλαπλών σταδίων έχουν εγγενείς δομικές διαφορές στη διαδρομή, την αποτελεσματική περιοχή δράσης και τη διάμετρο διέλευσης λαδιού κάθε σταδίου. Τα μοντέλα χωρίς σχεδιασμό σύγχρονης βελτιστοποίησης θα παράγουν απόκλιση θέσης κατά τη διάρκεια της τηλεσκοπικής λειτουργίας πλήρους διαδρομής.
Η ομοαξονική μηχανική κατεργασία, το διάκενο του χιτωνίου οδηγού και η κατανομή ροής λαδιού είναι τρεις βασικοί παράγοντες διαδικασίας που καθορίζουν την ακρίβεια συγχρονισμού των κυλίνδρων πολλαπλών σταδίων.
Ενσωματωμένες δομές γκαζιού απομόνωσης και στα δύο άκρα τουυδραυλικοί κύλινδροιμειώστε τον ρυθμό ροής του υδραυλικού λαδιού στο τέλος της διαδρομής μέσω της απόσβεσης των στομίων του γκαζιού, αποφεύγοντας την άκαμπτη πρόσκρουση μεταξύ του εμβόλου και του ακραίου καλύμματος.
Ο εύλογος σχεδιασμός του buffer εξασθενεί την πρόσκρουση start-stop, μειώνει τη συνολική δόνηση του εξοπλισμού και μειώνει τη ζημιά κόπωσης των ραφών συγκόλλησης και των βραχιόνων στερέωσης. Είναι ιδιαίτερα κατάλληλο για σενάρια start-stop υψηλής συχνότητας, όπως ανύψωση οχημάτων, λιμενικά μηχανήματα και γεωργικός εξοπλισμός βαρέως τύπου.
Στο βιομηχανικό πρότυπο συναρμολόγησης ακριβείας, το διάκενο συναρμολόγησης μεταξύ του οδηγού χιτωνίου και της ράβδου εμβόλου ελέγχεται σταθερά στα 0,02 mm–0,03 mm.
Το πολύ μικρό διάκενο θα προκαλέσει μπλοκάρισμα και μη ομαλή τηλεσκοπική κίνηση λόγω θερμικής διαστολής όταν αυξάνεται η θερμοκρασία. Το υπερβολικό διάκενο αυξάνει το ακτινικό τίναγμα της ράβδου του εμβόλου, οδηγώντας σε συγκεντρωμένο έκκεντρο φορτίο και μονόπλευρη φθορά, συντομεύοντας έτσι τον συνολικό κύκλο συντήρησης.
Η ομοαξονικότητα συναρμολόγησης της κάννης κυλίνδρου, του ακραίου καλύμματος, του οδηγού χιτωνίου και της ράβδου εμβόλου είναι ένα βασικό σημείο ελέγχου στην κατασκευή και τη συναρμολόγηση.
Οι υδραυλικοί κύλινδροι με υπερβολική απόκλιση ομοαξονικότητας λειτουργούν υπό έκκεντρη δύναμη για μεγάλο χρονικό διάστημα, αυξάνοντας σημαντικά την πιθανότητα μονόπλευρης φθοράς στεγανοποίησης και τοπικής γρατσουνιάς του τοιχώματος του κυλίνδρου. Είναι επίσης ένας σημαντικός τεχνικός λόγος για προφανείς διαφορές στη διάρκεια ζωής μεταξύ προϊόντων της ίδιας προδιαγραφής.